

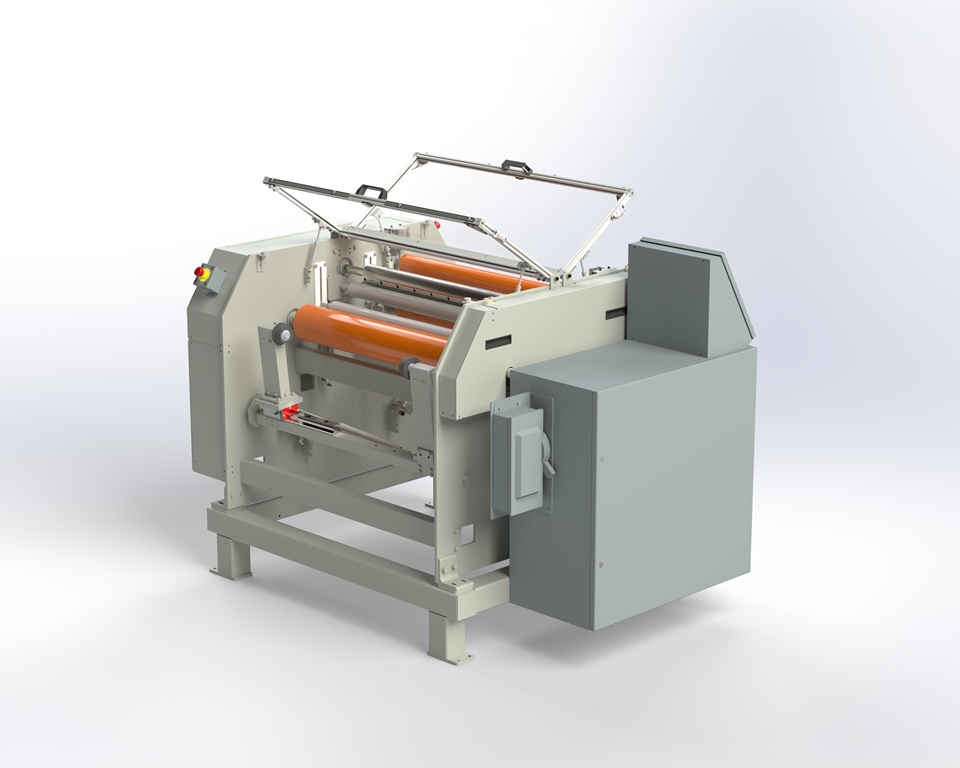
Roll to Roll Perforator
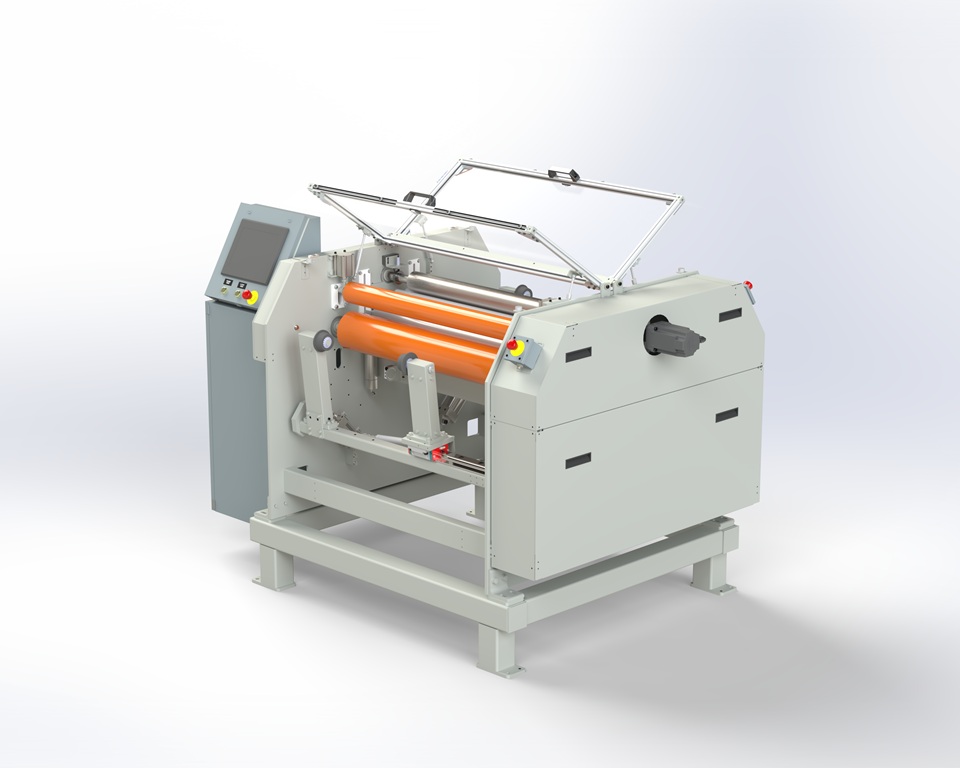
This machine is designed to take pressure sensitive adhesive film, unwind the film, perforate the film at a specified interval, then rewind the film onto a core.
THEORY OF OPERATION
This is a shaftless system that provides support for the rewind roll with chucks that carry the wound roll outside the winding station and releases it into the hands of the operator. During this time, the web remains threaded in the machine and is ready to be attached to the new core. When the finished roll is removed, a fresh core is fed between the open chucks which close and carries the core to the winding station where the process starts over. The same procedure is used with the supply roll. The chucks open to remove the empty core, and the new supply roll and is placed between the chucks which close and return the roll to the unwind station.
The winder is jogged a short distance to tension the web and equalize the alignment. The machine is now ready to perforate the film. The distance between perforations is entered into the HMI control console. The PLC monitors the line speed of the web going through the nip rollers and matches it to the blade position of the perforation mandrel. The length of the wound roll, the speed of the wind, and the acceleration and deceleration rates are also preset. A recipe can be stored to repeat the settings.
CONTROLS
The control system utilizes an AB Micro Logix Platform Programmable Logic control with 6” Color touch HMI, and AB Servo Drive. It provides an operator panel for entering numeric values and operates as a warning and error-signaling device. The HMI is capable of holding several recipes for preset jobs. Our electronics staff will design and load the program.
SPECIFICATIONS
Unwind 25.2” (64cm) width
Cantilevered design for ease of loading
Swing out shaft support
220 lbs. (100 kg.). Max weight per unwind and rewind
Upgraded unwind shaft and tension brake to handle increased load
Maximum OD 13” (33 cm.)
Pneumatic brake assembly
3” airshaft
Magnetic brake tension control
Increment system
VFD driven nip rollers set line speed and feed web into perforator station
Top nip roller will be coated with a nonstick finish
Bottom roller will have a neoprene coating for traction.
Nip rollers will be air biased with manually controlled regulators.
Perforator
Maximum web width. 25.2” (64 cm.)
The rotary perforator is servo driven to match web speed
The perforator pattern is set by interchanging cross web serrated blades
A horizontal front and rear guard with interlock to reduce access to perforator and pinch points.
Roll winder
Upgraded air clutch and shaft for heavier rolls, powered by winder drive
A follower roller will compact and level the rewind roll. This will produce rolls that have consistent quality.
Rewind line speed is 15 meters per minute. Speed on shorter perforated lengths may vary.
UTILITIES & MISC.
Electrical 480 Volts 60 Cycles 3 Phase (other upon request)
Air - 90 psi dry and clean air.
Request More Information
If you require further details or assistance, please do not hesitate to contact us. Our dedicated team is ready to provide you with the information and support you need.














