Belt Press:
.jpg)
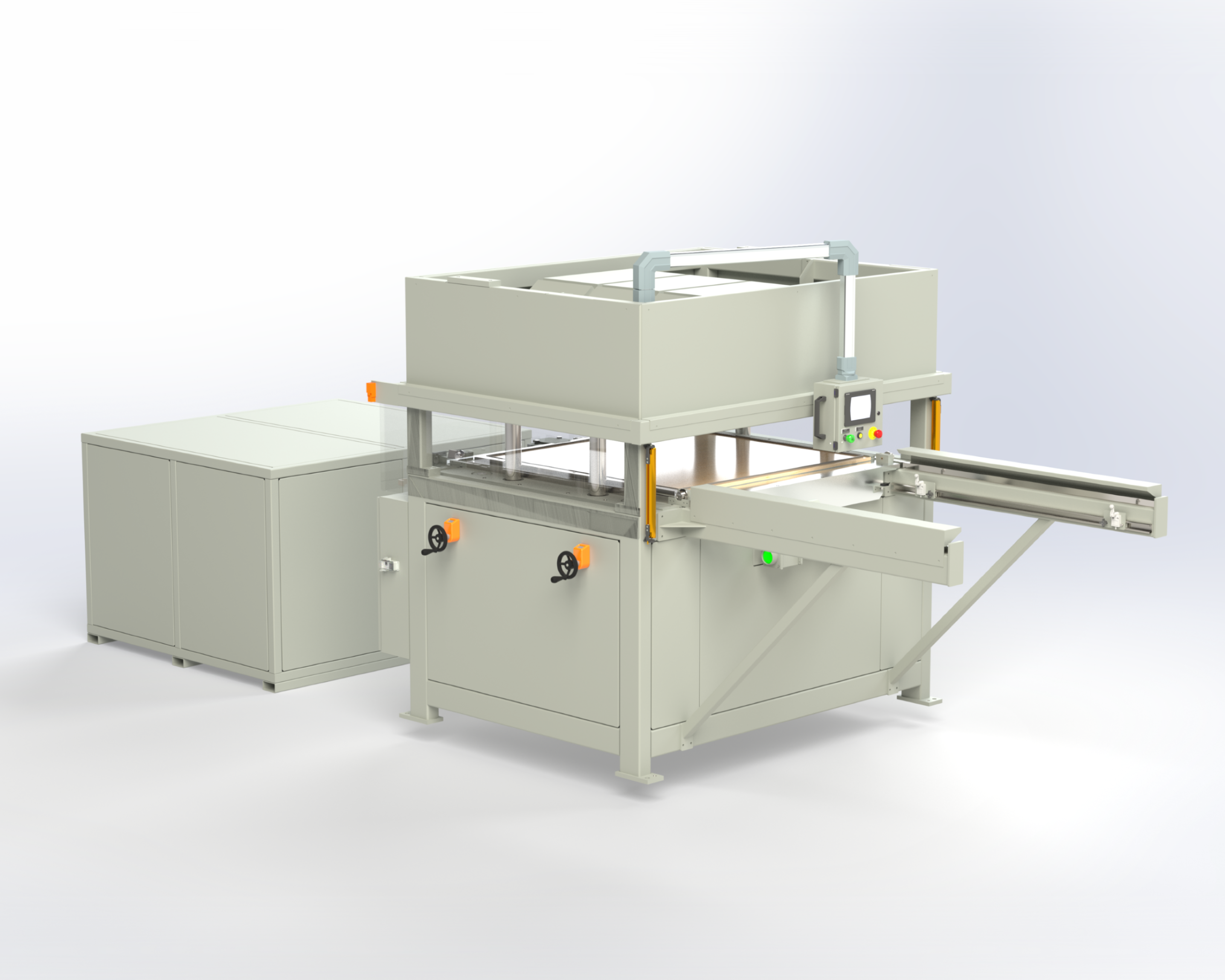
Belt Press
The system accepts inline material, applies a backing, punches a pattern, presents punched parts, and rewinds the backing. It comprises four modules: unwind, increment nip set, press, and rewind. Key functions include:
- Unwinding and Backing Application: The unwind module uses a shaft with a pneumatic brake, controlled via the HMI based on roll diameter sensor feedback, to dispense backing material at a rate matching machine throughput. The backing goes under inline material into the nip set, which clamps both materials together. A gravity loop sensor measures slack between machines to pace the unwind, ensuring consistent material feed.
- Incrementing: The increment nip set module, with a guided conveyor belt, advances the clamped materials. A registration sensor uses marks on the inline material to set the increment length, adjustable via the HMI or set to a fixed distance. Belt tension is manually adjusted to balance grip and prevent edge wear, with cam followers keeping the belt centered. The nip set aligns with an idler roller, and retaining bolts allow repositioning.
- Pressing and Punching: The press module cycles at the end of each increment, cutting the inline material and scoring the backing. A hydraulic system with an electronically driven pump, valves, and cylinders powers a platen, controlled by a laser tracking its position. In manual mode, the platen can be jogged or cycled, with the safety circuit enabled. Four micro-adjust stop blocks, set via hand wheels with a 50:1 gear ratio, control platen height to adjust cutting depth, ensuring parallel platens and clean cuts.
- Rewinding and Inspection: The rewind module uses a shaft with a pneumatic clutch, controlled via the HMI based on roll diameter sensor feedback, to adjust motor speed and clutch pressure for rewinding the backing. Material is mounted using core chucks (standard 3-inch, with larger options). Post-press, the conveyor exposes the material for inspection or part removal before rewinding.
Specifications: (as pictured)
· Servo driven belt with surface rollers to enhance tracking and minimize slippage of the material web.
· Gravity input with optic loop control
· Mechanical design for 15 cycle per min w/12" max increment
· 25 Ton capacity
· 4 corner stop block for precise depth control
· Proportional ram control for quick response and soft control of die cut.
· Optic registration tolerance +/- .020”
· Allen Bradley Compact Logix PLC
· Color HMI
· Kinetix 5500 servo drive
· 480 volt, 3ph, 60hz
Options:
· Paper unwind/rewind system
· Swivel Arm mount for HMI
*Full customization available
Request More Information
If you require further details or assistance, please do not hesitate to contact us. Our dedicated team is ready to provide you with the information and support you need.