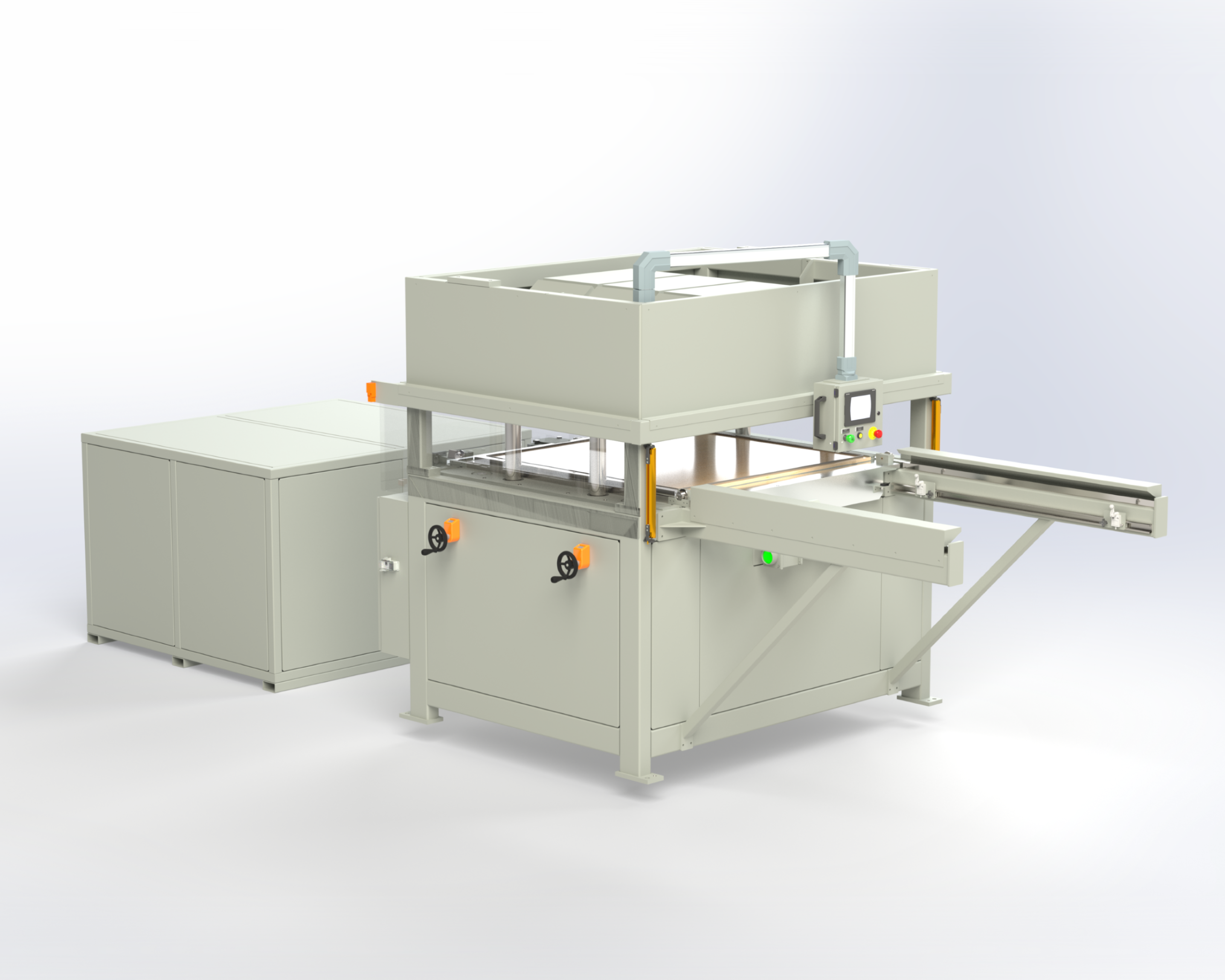
Dual Hitch Feed Punch Press:

Dual Hitch Feed Punch Press
As material leaves the unwind module it creates a catenary in between the idler roller off of the unwind module and the input roller of the hitch feed. The catenary provides material for the hitch feed to draw from. The hitch feed increments material into the press module. This increment is controlled by the HMI, located on the front of the machine. Press heads will cycle, creating the desired hole pattern in the belting. Meanwhile, the unwind module will refill the catenary for the next increment. As the cycle repeats and new material is incremented into press module, the rewind module removes the punched belting. The dancer module applies pressure to the belt to maintain tension within the system. The tension helps remove material from the press module and maintain a tight rewind of the belting.
Specifications: (as pictured)
· 5 hp VFD Drive with dual reduction 300-1 gearbox
· 84” wide 15,000 lb belt capacity
· Capable of running a 84" wide belt.
· Belt slug brush to remove slugs while running.
· Hydraulic Belt Guide: Automatic tightening of guide for belting.
· Input nip set Servo driven (slave from master increment)
· Fixed punch station
· Adjustable punch station
· Master exit nip set Servo driven
· Hydraulic powered punch modules
· Accuracy of increment +/- 1/16".
· 50-80 Boschert safety chucks
· Tension nip roller set with adjustable nip height
· 200 fph based on 8” increment longer increment increases speed
Options:
· 20,000 lb option with 80-120 Boschert chucks and hyd. Closers
· Additional punching stations to increase speed
*Full customization available
Request More Information
If you require further details or assistance, please do not hesitate to contact us. Our dedicated team is ready to provide you with the information and support you need.
.jpg)