Custom Hitch Feed Web Press:

Custom Hitch Feed Web Press
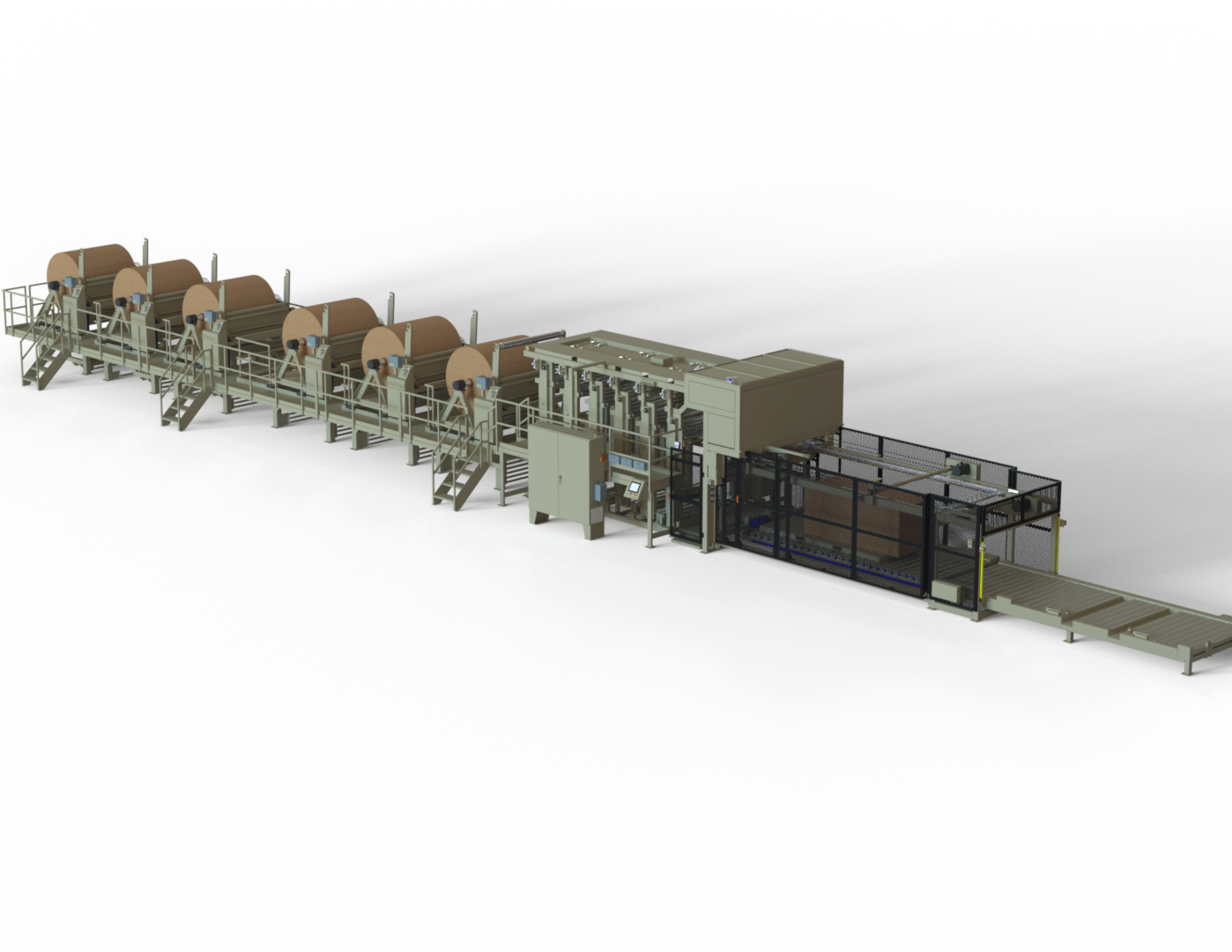
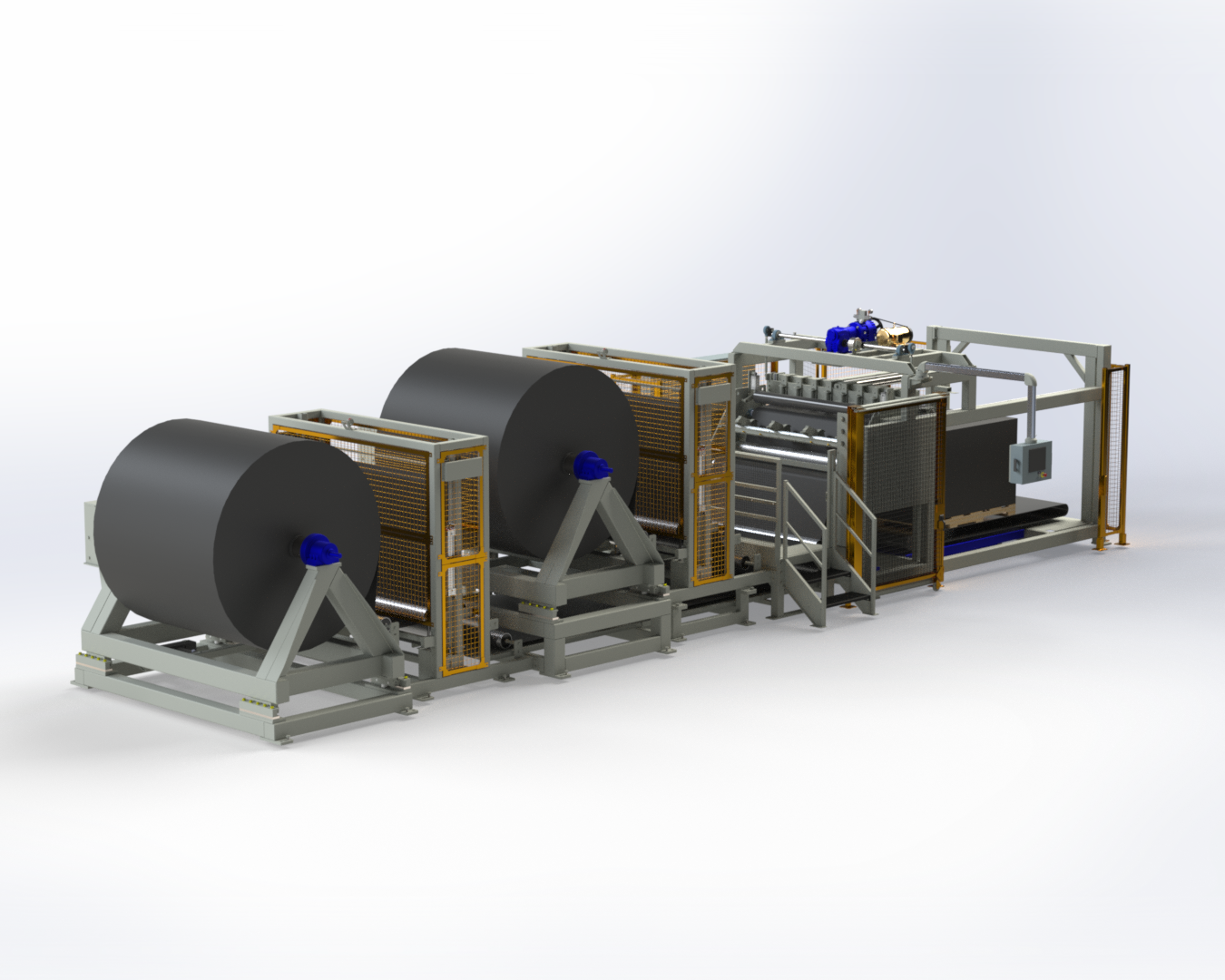
The system unwinds, die-cuts and presents material, consisting of four modules: unwind, hitch feed, press and exit. Key functions include:
- Unwinding: The unwind module, with four independent unwinds accessible via two catwalks, dispenses material into a single web. Each unwind includes a motor assembly, safety chucks, unwind shaft, idler rollers, dancer, and web guide system. The motor drives the shaft via a chain-coupled safety chuck, with a manually inflated bladder transferring torque. A mechanical length measuring unit tracks material usage, reset per roll. The dancer maintains web tension, and a web guide sensor adjusts unwind position laterally for alignment. A dancer sensor provides HMI feedback to control the motor, preventing excess material feed. Catwalk scanners and E-stops ensure safety, halting unwinds if obstructed.
- Incrementing (Hitch Feed): The hitch feed module, with a stationary clamp and hitch clamp, increments the web and conveyor into the press. The hitch clamp, moved by belt-driven linear actuators timed via a line shaft, repositions while the stationary clamp holds, then closes as the stationary clamp releases to initiate the increment, set via the HMI. Both clamps use pneumatic cylinders and guide bushings, with wear plates requiring periodic replacement. E-stops are on both sides, and over-travel sensors with hard stops protect the system.
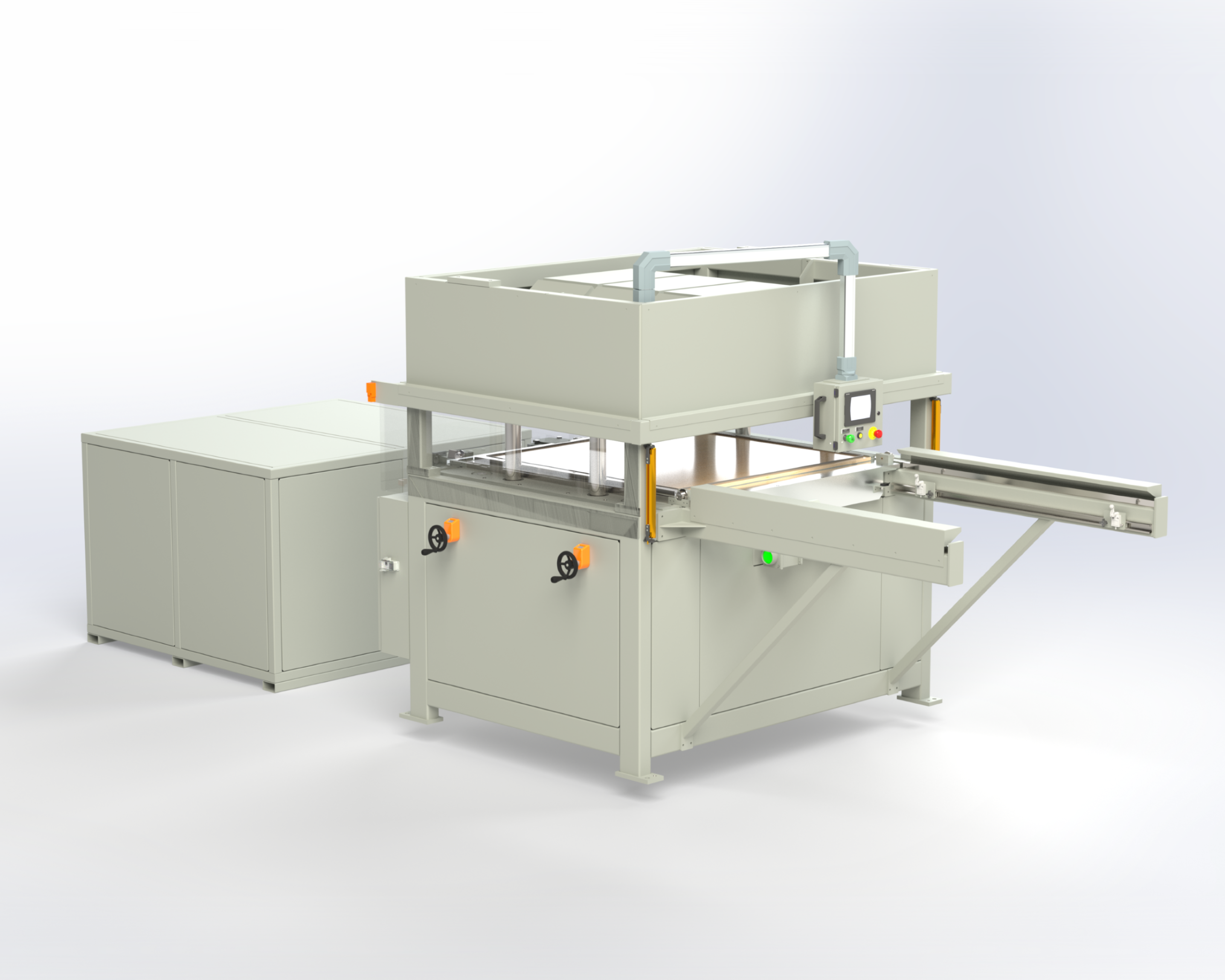
- Die Cutting (Press): The press module die-cuts patterns in the web using an upper platen with die clamps and a lower platen with four hydraulic cylinders and stop blocks. The cylinders lower the upper platen, stopping at the stop block height, which is critical for cut depth. Stop blocks are adjusted to a starting position, fine-tuned for optimal cutting (avoiding insufficient cuts or belt wear), and recorded for future setups. The upper platen’s die is secured by lead, side, and trailing clamps in a specific sequence, aligning with notches on the die plate. Wear plates on the lower platen require periodic inspection and replacement.
- Material Presentation (Exit): The exit module presents the die-cut web to the operator for further operations or inspection. The conveyor carries processed material out of the press, with two E-stops (one per side) ensuring safety. Operators remove processed material as presented, discarding spliced sections after roll replacement.
- HMI Control: The HMI, located on the machine’s front, sets the increment length, selects automated cycling via recipes, monitors unwind roll diameters, and issues a soft alarm when material is low, prompting operators to splice new rolls before depletion to avoid rethreading.
Specifications: (as pictured)
· 150 ton 2plate type press, 60”x80”
· Adjustable tonnage pressure, dwell time and upper heated platen
· 4 corner stop block system
· Proportional platen ram speed to increase speed and response time
· Temperature range +/- 3F
· Cal-rod heating style
· VFD driven powered unwind with gravity loop control
· VFD driven increment system with nip roller set at entrance and exit of press. Rubber coated for traction and increment accuracy
· VFD driven rewind system
· Allen Bradley control system
· Power: 480v, 60Hz, 3Ph (others available upon request)
Options:
· Additional matching unwinds
· Air shaft unwind and rewind
*Full customization available
Request More Information
If you require further details or assistance, please do not hesitate to contact us. Our dedicated team is ready to provide you with the information and support you need.



.jpg)